In pharmaceutical manufacturing, every unit matters. Ampoule breakage during filling and sealing causes significant operational challenges. It leads to costly downtime, contamination risks, and potential delays. You can minimize these risks by understanding the physics of glass stress. This guide provides actionable strategies to optimize your production line.
Why Ampoules Break: Root Causes
Identifying the cause of breakage is the first step toward a solution. Most failures on the filling line stem from mechanical stress or thermal shock.
Mechanical Stress and Machine Calibration
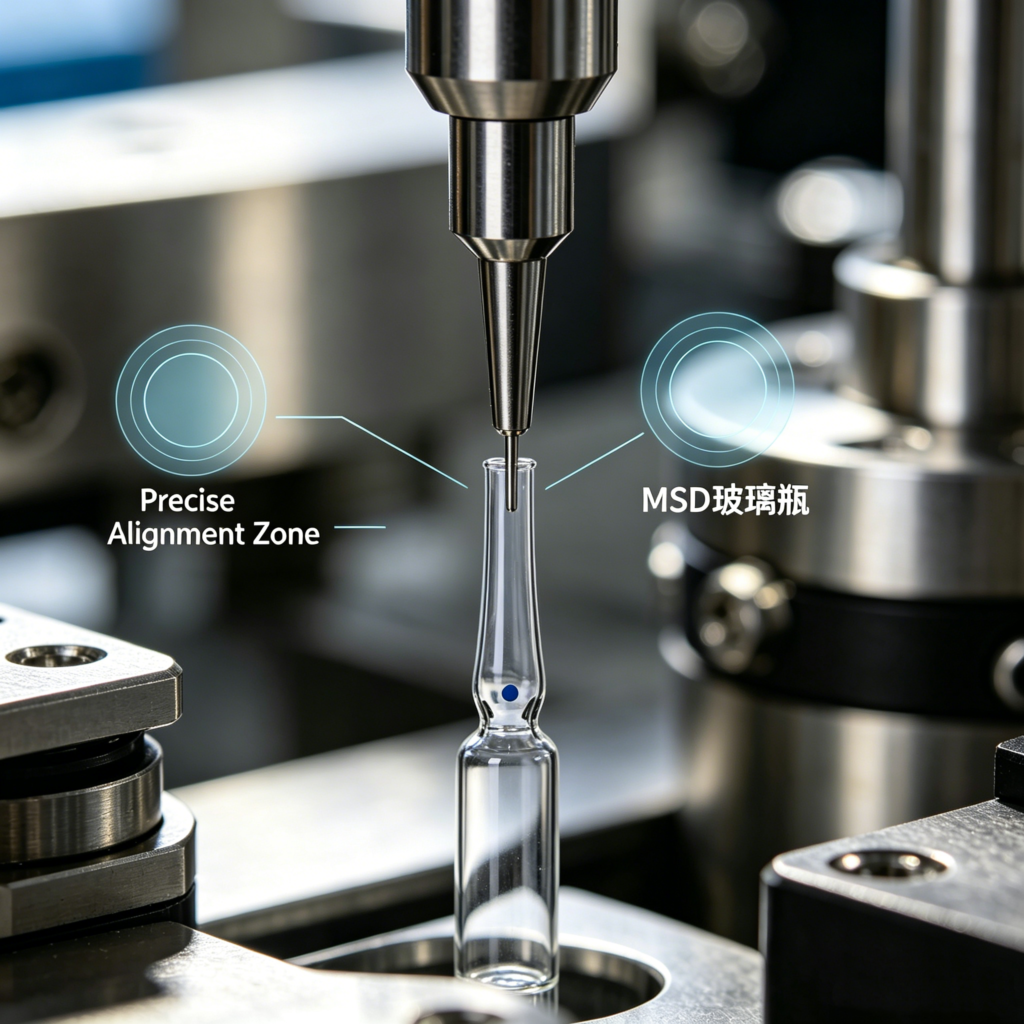
Improper machine settings often cause breakage. Even a millimeter of misalignment between the filling needle and the ampoule neck creates lateral force. Consequently, this force causes micro-fractures. Furthermore, high-speed conveyors can cause excessive vibration. If your guide rails lack proper calibration, glass-on-glass collisions occur frequently.
Thermal Shock During Heat Sealing
The sealing process is highly sensitive. If the sealing flame is too intense or poorly positioned, the glass expands too rapidly. Therefore, the neck may crack or warp. Additionally, the cooling process matters. If the temperature drops too abruptly after the seal, internal stresses in the borosilicate glass may lead to post-processing failure.
The Role of Material Quality
Not all glass is equal. Your material choice forms the foundation of your production yield.
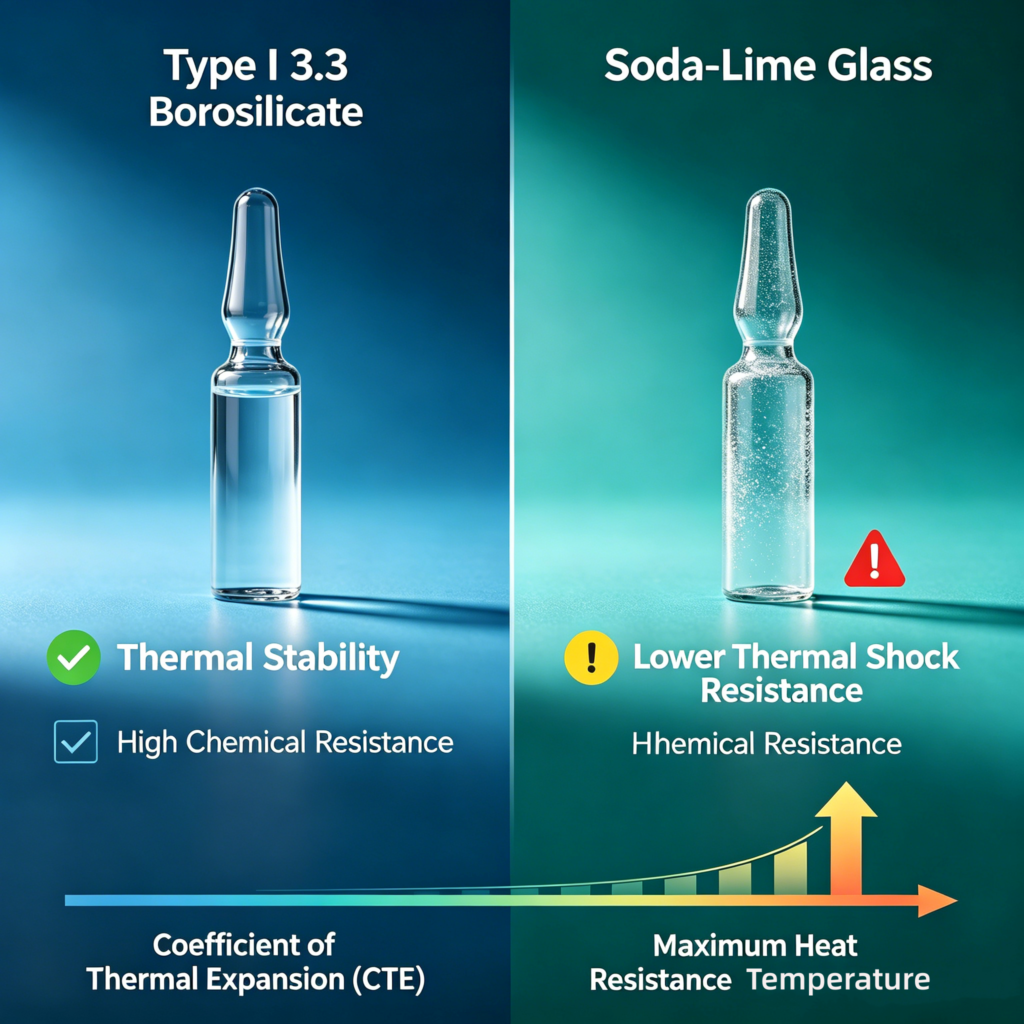
Why Type I Borosilicate 3.3 is the Industry Standard
Borosilicate 3.3 glass offers superior thermal resilience. It withstands the extreme temperature changes common during flame sealing. Moreover, this material provides higher mechanical integrity than standard soda-lime glass. Therefore, it resists the tiny scratches that often trigger breakage on high-speed lines.
Reducing Delamination and Micro-cracks
High-purity glass significantly reduces delamination risks. Delamination occurs when glass flakes shed into the medication, which poses a critical safety hazard. Furthermore, consistent raw materials ensure that every ampoule reacts uniformly to machine pressure
Optimization Strategies for Your Line
You can achieve a “zero-waste” environment through precise control.
Pre-filling Inspection and Handling
First, implement vision inspection systems. These systems detect micro-fractures before the ampoules reach the filling zone. Second, adjust your mechanical grippers carefully. They should apply the minimum force necessary to hold the ampoule. Thus, you reduce stress-induced cracks significantly.
Environmental Control
Stability is vital. Maintain precise temperature and humidity levels within the sterile filling area. Consistent conditions prevent electrostatic buildup. Furthermore, they mitigate thermal variances that increase glass fragility.
Partner with MSD LAB
MSD LAB understands that high-quality glassware determines your manufacturing success. We engineer our Type I Borosilicate 3.3 ampoules to meet the rigorous demands of modern filling lines. As a result, your production runs smoothly, safely, and efficiently.
Are you experiencing high breakage rates? [Contact our technical team today for a free glass compatibility audit.]
Production Manager’s Troubleshooting Checklist
- Verify Needle Alignment: Check filling needle centering every 4 hours.
- Check Flame Intensity: Calibrate sealing flames daily to ensure even heat.
- Monitor Belt Speed: Ensure conveyor vibrations remain within safe tolerances.
- Prioritize Quality: Use Type I 3.3 Borosilicate ampoules to maximize resistance.